准备好领略【宁波】 当地 复合管焊管厂家质量过硬产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:宁波【宁波】 当地 复合管焊管厂家质量过硬的图文介绍

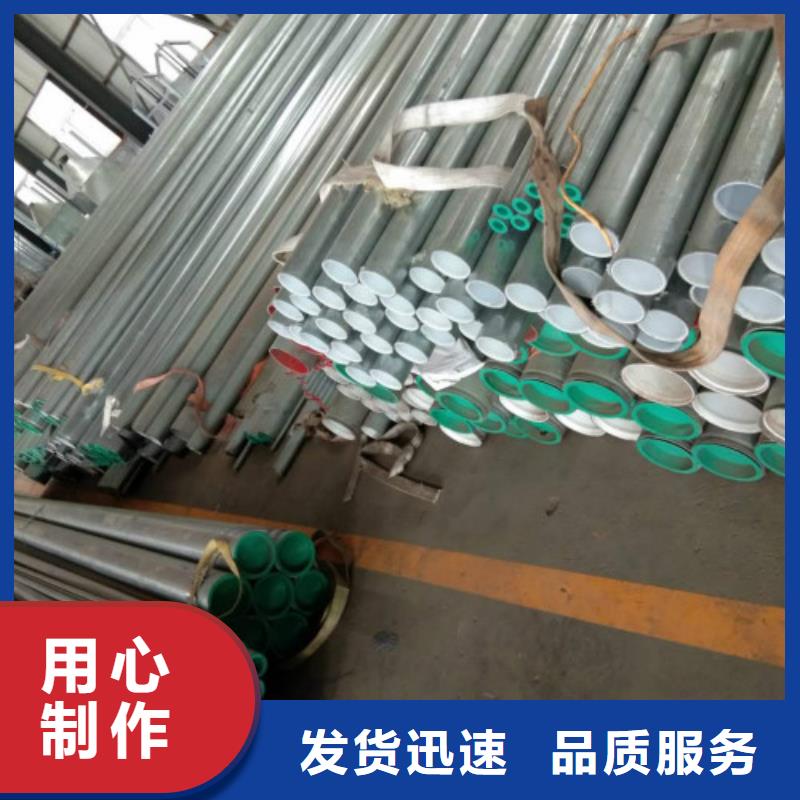
镀锌钢管价格优势:同等质量,我们有大幅的价格优势,欢迎考察洽谈。具体报价根据订货量电议。 订货保值:在价格波动较大的时期,万弗莱钢有限公司推出预付款保值承诺:客户的合同预付款在交货时遇到价格上涨,我公司按照合同约定价格付货;遇到价格下降,我公司按照市场价付货



水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
①抗拉强度(σb)
试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。计算公式为:
式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。
②屈服点(σs)
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。
屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
③断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
④断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的最少横截面积,mm2。
⑤硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
A、布氏硬度(HB)




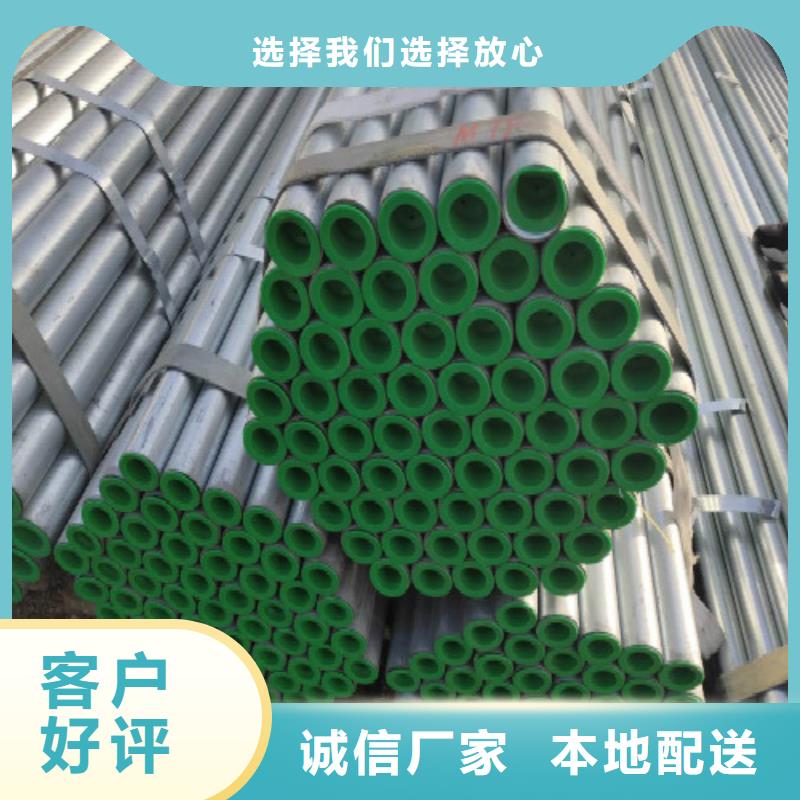
处理完后要用压缩空气将管子表面吹除干净,必要时要用水清洗并进行干燥处理1. 表面处理 表面处理可以提高涂膜对管子的附着力和涂膜的耐久性。表面处理一般可分为两大类,一种是机械处理,包括喷砂喷丸、砂纸打磨、钢刷子刷等几种,主要去除管子上的毛刺、铁锈、棱角等;另一种是化学处理,包括洗涤剂除油、碱除油、磷酸盐处理、酸除锈、化学氧化处理等,用于除去管子表面的油污及铁锈。处理完后要用压缩空气将管子表面吹除干净,必要时要用水清洗并进行干燥处理。
2. 预热 喷涂前要将处理过后的管子送入烘烤炉中加热,加热温度约为200℃。经过加热的管子表面可以融化喷到其表面的环氧粉末涂料,从而产生均匀的涂料膜。
3. 喷涂 管道喷涂的常用方法为压缩空气喷涂法,就是以喷枪为工具,借助于压缩空气将涂料喷涂于预热过后管子表面。涂膜的厚度是通过粉末涂料的喷出量、喷粉时间和流水线的速度(喷枪或管子的行进速度)来控制的。涂塑厚度一般为150~300μm。
4. 补涂 局部难以自动涂到的表面应用人工用喷枪进行补涂。
5. 烘烤固化 将熔涂后的管子送入烘烤炉里加热,熔融流平成膜后进行交联固化。
6. 冷却 将烘烤后的管子取出进行空冷或风冷。
7. 检验 对涂塑完的管子进行检验,包括外观、涂膜厚度、耐蚀性、耐磨性、密度、硬度、结合强度或附着力等。
8. 包装和运输 将管子法兰或端口装上有效封口,将管子外表面用玻璃纤维布等软质材料包裹,在装车及运输过程中应采用相应有效措施以免涂层受到破坏。






 扫一扫
扫一扫